
STEELMATE PRO SERIES
Ultra high deposition, Flexible operation methods, Compact wire feeder
| Welding process package | |||
| Solid wires (GMAW-P) | ● | ||
| Flux-cored (FCAW) | ● | ||
| Metal-cored (MCAW)
|
● | ||
| Air carbon arc cutting & gouging (CAC-A) | ● | ||
| Stick (SMAW) | ● | ||
| Operational Method | |||
| At the power source | ● | ||
| At the wire feeder | ● | ||
| At the remote control unit | ○ | ||
| At the torch | ○ | ||
● Standard options ○ Optionally available

Advanced Processes Package
| Process | SteelMate PRO350 | SteelMate PRO500 | SteelMate PRO650 |
|---|---|---|---|
| HSP (high speed pulse) | ● | ● | ● |
| HSA (high speed spray arc) | / | ○ | ○ |
| HPC (hybrid pulse control) | ○ | ○ | ○ |
| ULS (ultra low spatter) | ○ | / | / |
| Short Arc (refined dip transfer) | ● | ● | ● |
| TIG | ○ | ○ | ○ |
| MMA | ● | ● | ● |
| Gouging |
● | ● | ● |
● Standard options ○ Optionally available / Not Available
High Performance for Steel Welding
Equipped with refined dip transfer as well as high energy pulse and spray arc, the Steelmate PRO Series is able to provide solutions for all medium and thick sheet of steel welding. With superior function and performance but less cost, it is the most cost-effective choice for steel welding production use.
• Highly efficient dip transfer arc with refined waveform;
• Suppress the spatter during short-circuit transition;
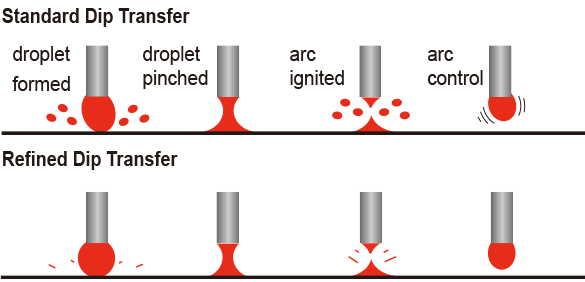
• Create high-quality seams with increased deposition rate;
• Spatter can be reduced by 20% when welding with CO2;

The extension self-adjusting function maintains the stability of the same short arc length, enabling constant and regular short circuits, despite the change in the welding torch position, changing sheet thicknesses, or material misalignment.
Benefiting from the wire feed control, the penetration stays stable and constant even in spite of the extension fluctuations.
Aside from refined dip transfer, the Steelmate Pro Series is equipped with two complimentary advanced MIG/MAG welding processes including HSP and HSA as a plus, which allows more complicated problems to be solved as well as better welding results to be delivered.
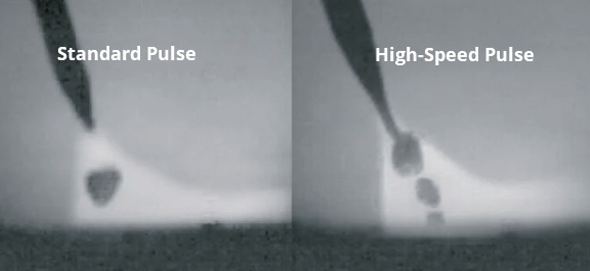
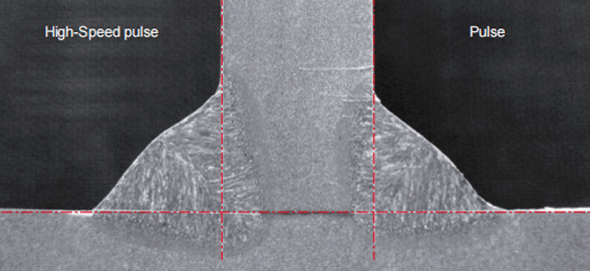
HSP (High Speed Pulse) - Ultra High Deposition Rate
Compared to a standard pulse process, the HSP extends its transition to a virtually flowing material transition to the work pieces, which boosts deposition rates by 35% while ensuring smooth, spatter-free seams. It helps users to save time, money, and resource as no reworks are required.
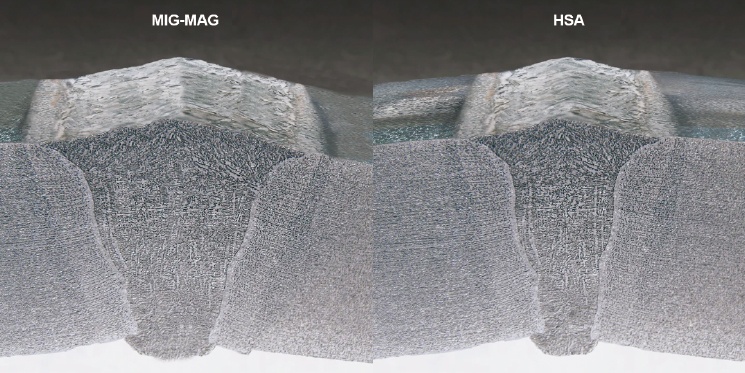
HSA (High Speed Spray Arc) - Superior Directional Property
With a highly concentrated and extremely stable arc in high density, the HSA process delivers spatter-free weld seams, deeper penetration and narrower heating affected zones. It is also possible to weld at small opening angles with the high directional property. Its welding speed is more than 30% faster than conventional MIG or MAG welding.
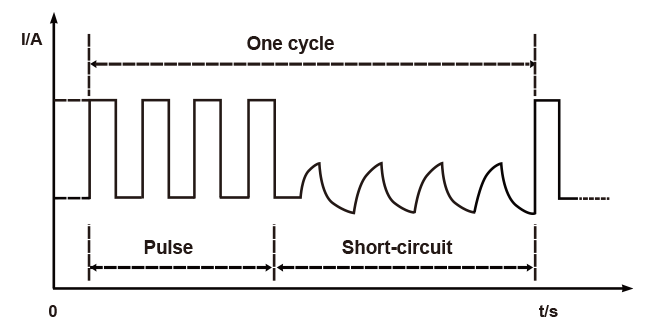
HPC (Hybrid Pulse Control) - Excellent in All-position Welding
HPC--Hybrid Pulse Control is an advanced hybrid process that integrates Pulse and Short-Circuit transfer methods. By alternating between these two modes, the molten pool is heated and cooled periodically, creating a distinct "fish-scale" ripple pattern. The frequency and duty cycle can be precisely fine-tuned to shape the bead appearance as required. This exceptional puddle control makes HPC ideal for all-position welding, particularly for challenging vertical-up applications.
The specialty of HPC-Vertical Up lies in two processes: one is to heat up the material with high energy, and another is to steeply lower the heat to contribute to the well-formation of seams within a short time.
It ensures a reliable penetration, precisely sized weld fillings, and a near-optimal throat thickness and is faster and easier than the conventional "X-Mas tree".

Also Good for Stainless Steel Welding
With the advanced welding processes equipped, the Steelmate PRO Series is not only a great mate for mild steel welding, but also good for stainless steel welding.
The Steelmate Pro single/double pulse technology optimizes welding results by precisely controlling heat input while maintaining metal fluidity, minimizing total heat input as much as possible to ensure excellent welding quality and preserve the original properties and mechanical structure of the base material.

Easy to Use
3 steps To Achieve Weld Perfection
1.Select Processes-list No.
2.Adjust welding current.
3.Save it into JOBs.
(always the perfect setting by the synergic function using the material thickness)
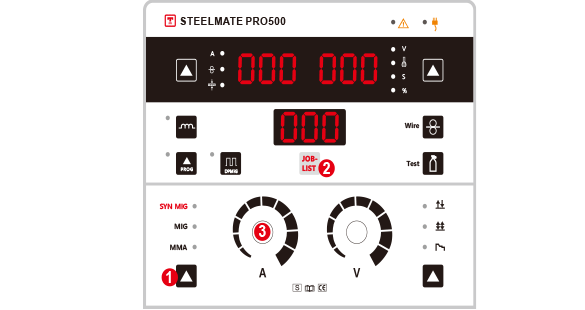
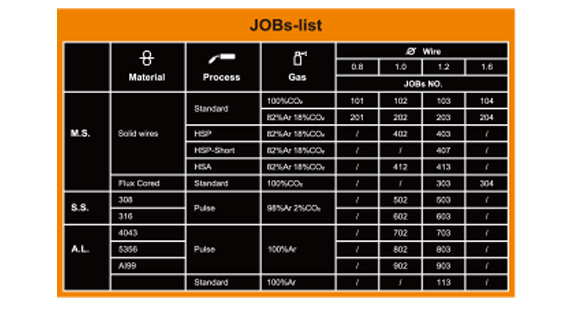
Synergy control With Processes-list
The Processes-list display is easily and intuitively controlled through its graphical user interface. We assem bled the perfect welding curve in every Process-No. to help the users choose the best welding process for carbon steels, aluminum alloys and stainless steel. Operation is easier than ever before.
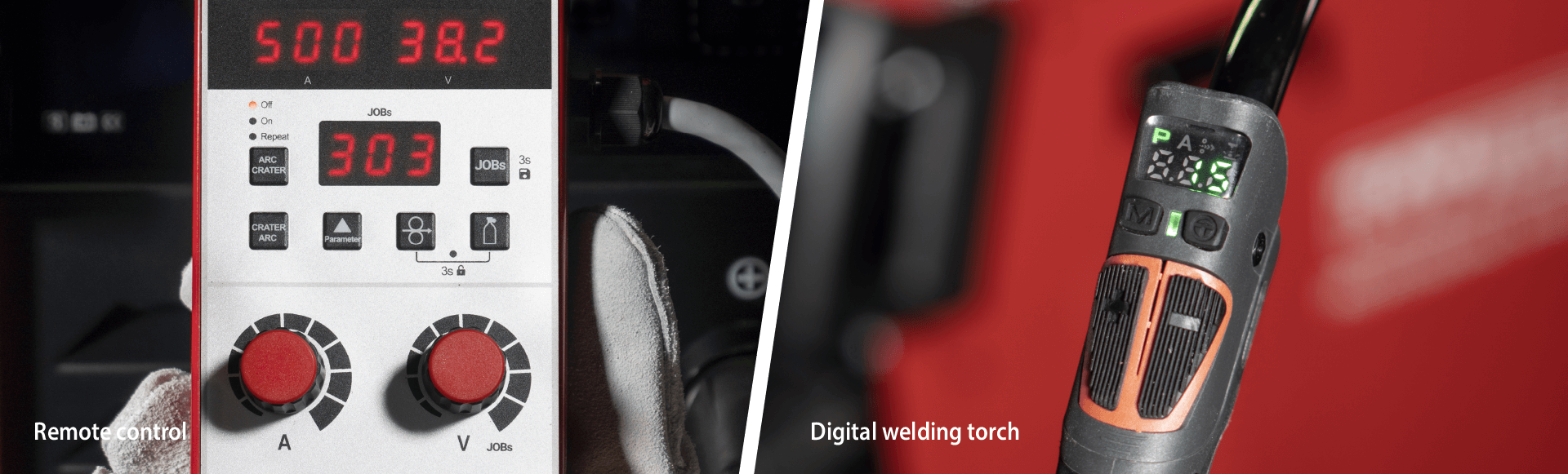
Users will have a variety of welding needs and hope to set the most suitable welding parameters for different materials and workpieces. Steelmate PRO Series has memory storage function, up to 999 independent welding tasks (Jobs) to maintain/save different welding operation parameters. Select and quickly restore previous settings with one click, making operation simpler and more efficient.

You can regulate the machine at the standard wire feeder, the optional remote control or the digital torch.
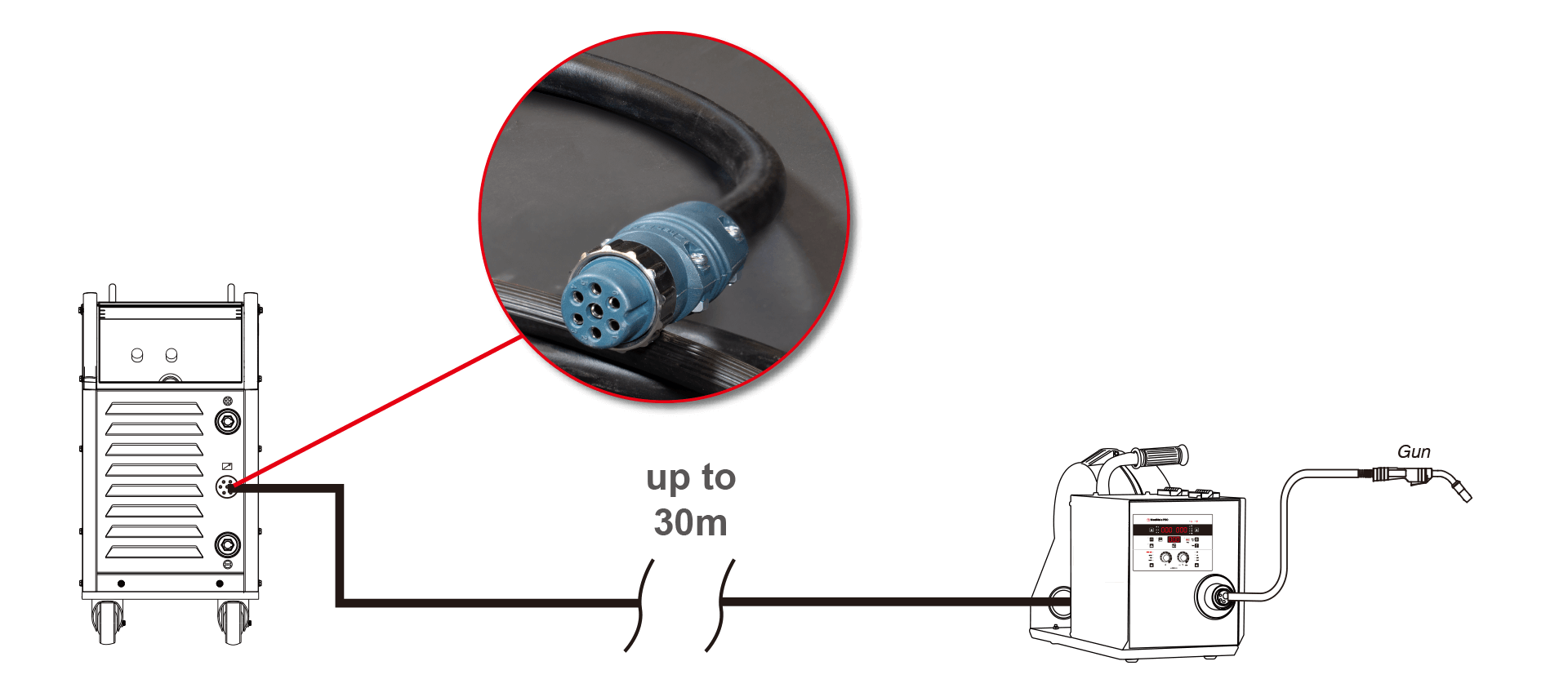
Optional Compact Wire Feeder with Detachable Control Panel

Ultra-long Distance Welding with Precise and Stable Arc Control
Regardless of working distance and long cable loop (up to 30 meters), the Steelmate Pro series maintains its high stability and performance thanks to the intelligent compensation function.
The Intermediate cable kit (7 Pins only) connecting the main machine and the wire feeder is wrapped in thick rubber, which not only meets the needs for efficient communication, allowing for more precise control, but also helps reduce the occurrence of malfunctions.
Ready for Intelligent Fabrication
Steelmate PRO series is equipped with active user management and assigned NFC keys to set protection and permissions for parameter adjustment. It can also choose to connect to the MES system, which is more suitable for modern production data management.

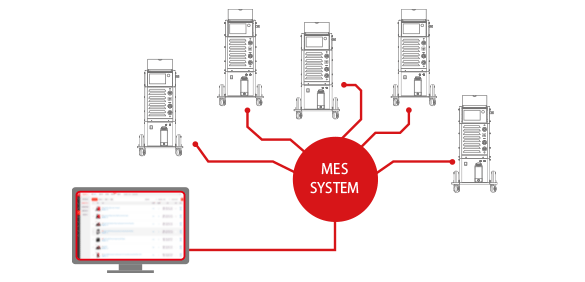
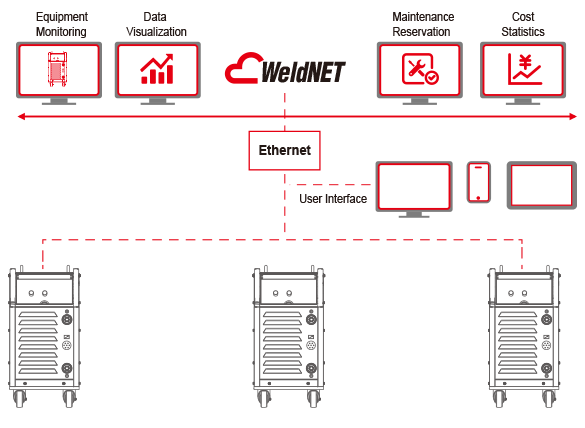
By connecting to Topwell WeldNET, you can pre-control the parameters, monitoring the process at real time, and trace the quality, thanks to the equipment, production, and process management modules. Meanwhile, your productivity and quality are boosted with analytic and statistical tools. It unleashes the potential of your future welding production.
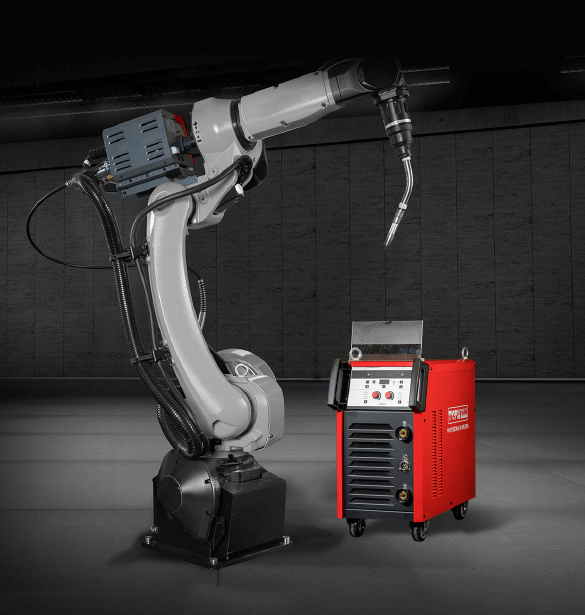
Robot interfaces are inserted via digital port (EtherNetlP, DeviceNet, CAN, CANOPEN, RJ485,etc.) with built-in communication protocols. No additional external communication modules are needed.
LET'S STAY IN TOUCH
Get updates on sales specials and more
FOLLOW US
We want to hear from you!




Copyright © 2022 HANGZHOU TOPWELL TECHNOLOGY CO.,LTD. | 浙ICP备2022006748号


